






Illumination Technologies

Learn about illumination technologies used in industrial videoscopes, including LED lighting, fiber-optic illumination, adjustable brightness, UV light, side illumination, and how lighting affects image quality in remote visual inspection.
Illumination Technologies in Industrial Videoscopes
Illumination is one of the most critical factors in industrial videoscope inspection. Even the highest-resolution camera cannot produce clear inspection images without sufficient and properly controlled lighting.
Industrial videoscope illumination systems are designed to provide visibility inside dark and confined inspection environments such as turbines, engines, pipes, castings, and industrial machinery.
Different illumination technologies offer different advantages depending on probe diameter, inspection distance, heat exposure, and application requirements.
Why Illumination is Important
Industrial inspection environments are typically:
Completely dark internally
Highly reflective
Narrow and confined
Complex in geometry
Proper illumination directly affects:
Image brightness
Defect visibility
Color accuracy
Inspection distance
Overall image quality
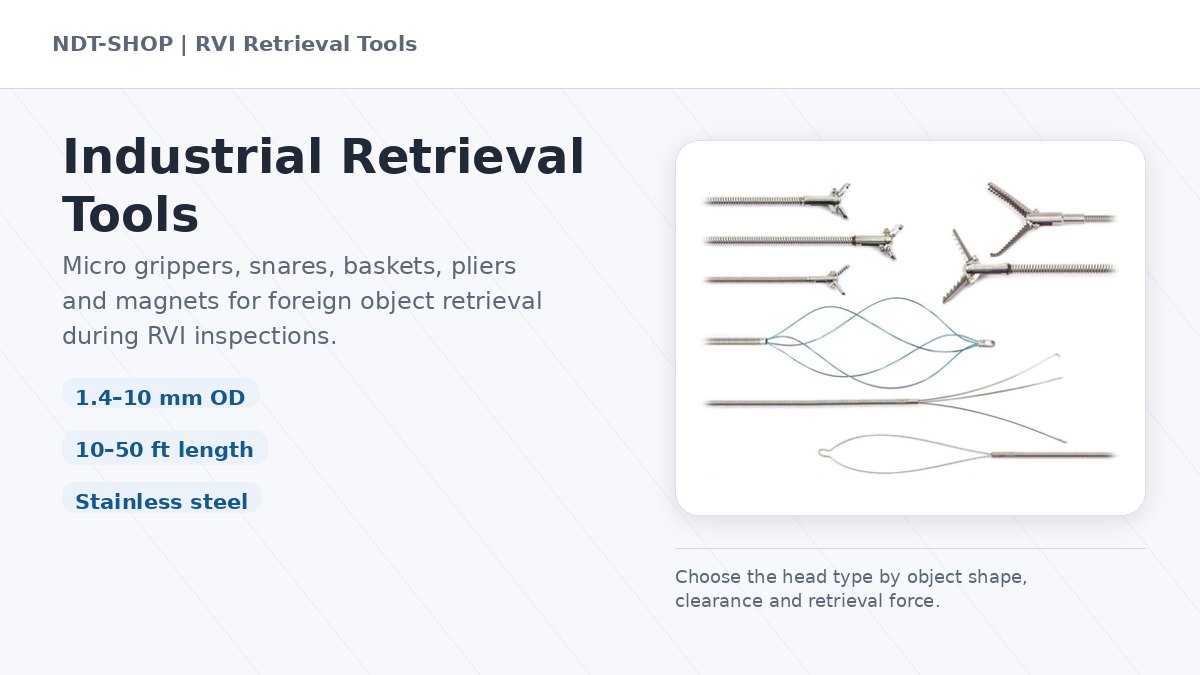
Main Illumination Technologies
The most common illumination technologies used in industrial videoscopes include:
LED illumination
Fiber optic illumination
Infrared illumination
UV illumination
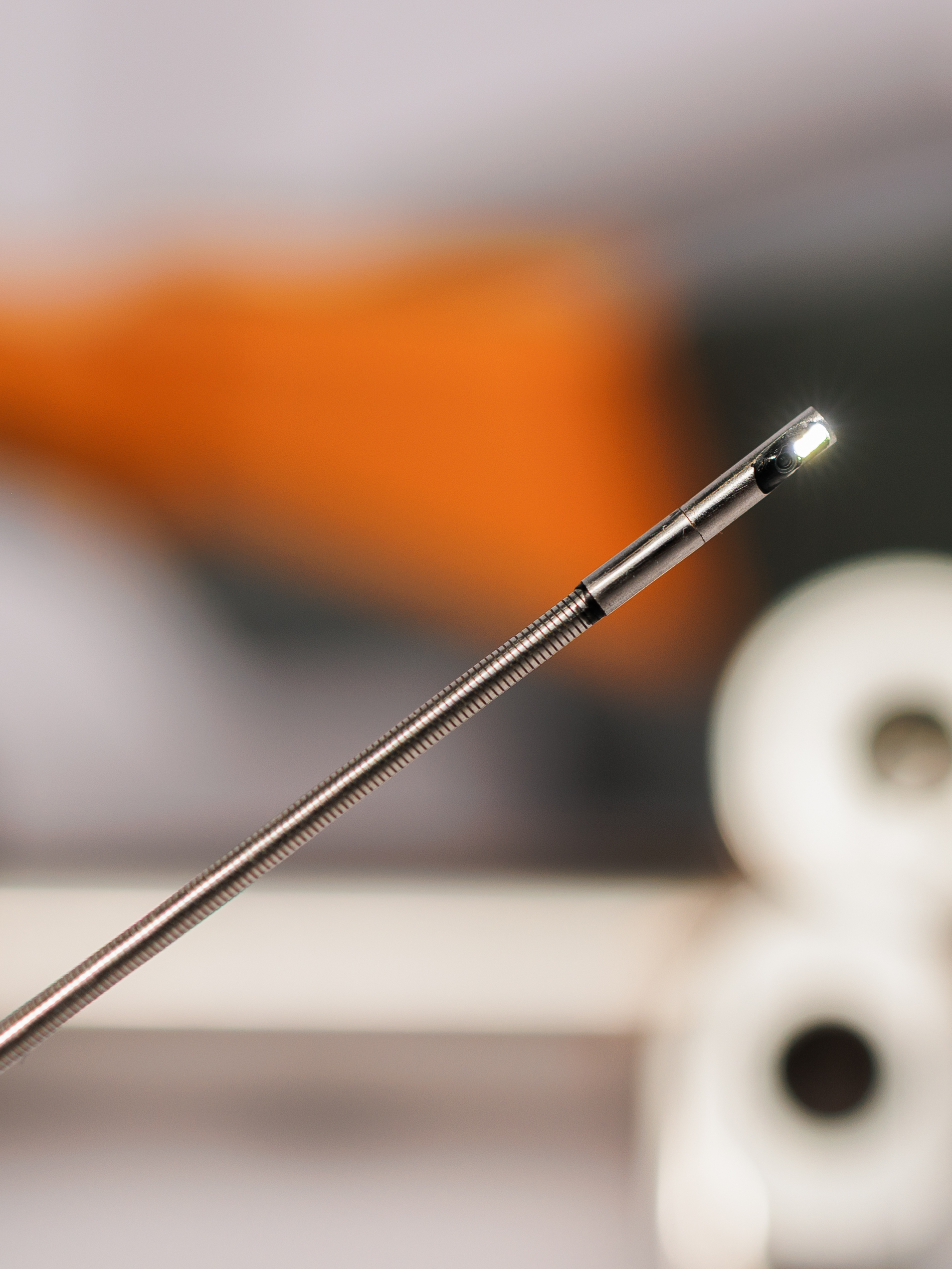
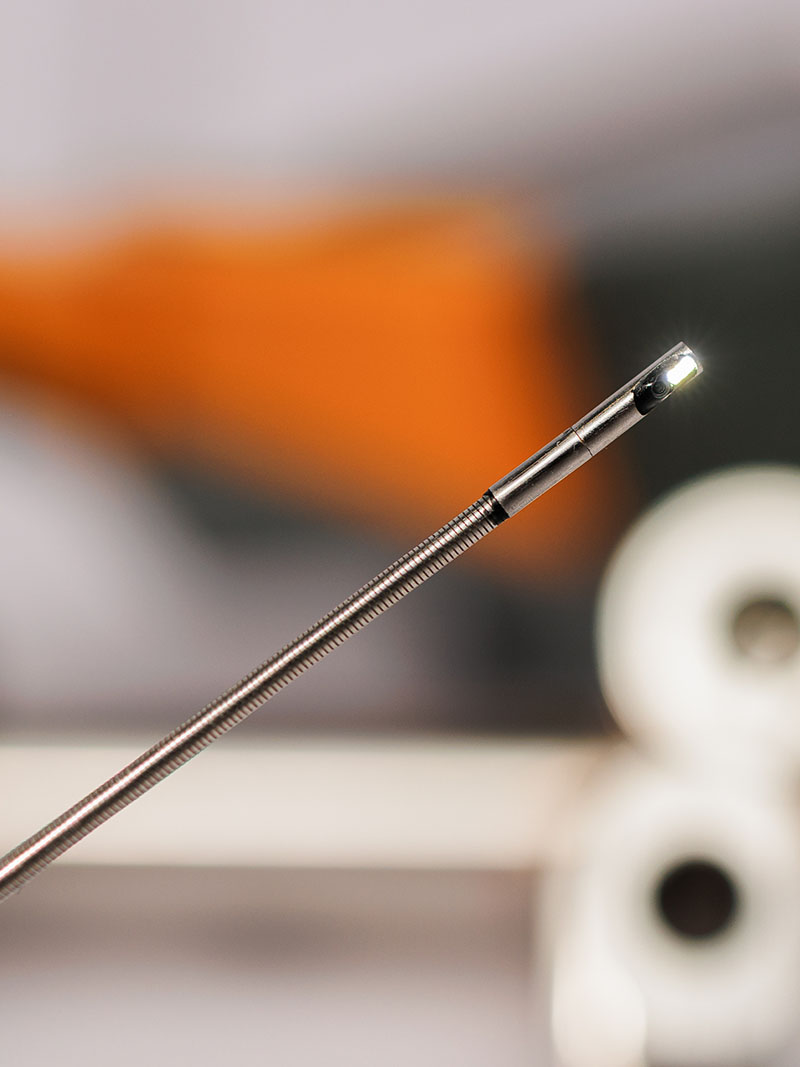
LED Illumination
LED illumination is the most widely used lighting technology in modern industrial videoscopes.
Small high-brightness LEDs are integrated directly near the camera at the probe tip.
Advantages of LED Illumination
High brightness
Low power consumption
Long operational lifetime
Compact integration
Good color performance
Suitable for portable systems
Limitations of LED Illumination
Heat generation at high power levels
Space limitations in ultra-thin probes
Limited long-distance illumination in small probes
LED illumination is commonly used in:
4 mm probes
6 mm probes
Portable videoscopes
General industrial inspection
Fiber Optic Illumination
Fiber optic illumination uses optical fibers to transmit light from an external light source to the probe tip.
This technology is commonly used in ultra-thin probes where direct LED integration is difficult.
Advantages of Fiber Illumination
Suitable for ultra-thin probes
Reduced heat at the probe tip
Allows smaller probe diameters
External high-power light source capability
Limitations of Fiber Illumination
Lower overall light transmission efficiency
Fiber breakage risk
More complex internal structure
Light loss over long transmission paths
Fiber illumination is commonly used in:
0.95 mm probes
1.0 mm probes
Ultra-thin industrial videoscopes
Micro inspection applications
Infrared (IR) Illumination
Infrared illumination uses infrared light wavelengths that are invisible to the human eye but detectable by specialized image sensors.
IR illumination is mainly used in specialized inspection environments.
Advantages of IR Illumination
Suitable for low-light environments
Useful for certain thermal or surface applications
Can improve visibility in specific inspection conditions
Limitations of IR Illumination
Limited industrial applications
Requires compatible sensors
Reduced visible color information
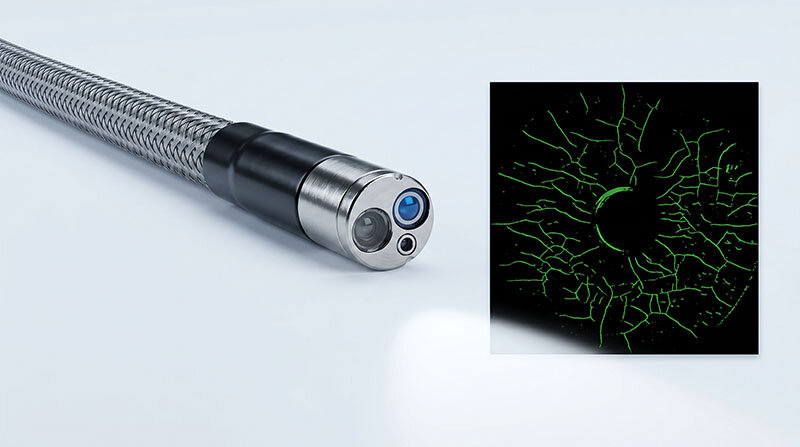
UV Illumination
UV illumination uses ultraviolet light for specialized inspection tasks such as fluorescent penetrant inspection (FPI) and surface crack detection.
UV systems are often used in aerospace and high-reliability inspection environments.
Advantages of UV Illumination
Supports fluorescent inspection methods
Improves crack visibility with fluorescent materials
Useful for aerospace inspection procedures
Limitations of UV Illumination
Specialized application only
Requires compatible fluorescent materials
More complex optical design
Comparison of Illumination Technologies
| Technology | Main Advantage | Main Limitation | Typical Application |
|---|---|---|---|
| LED | High brightness and compact design | Heat and space limitations | General industrial inspection |
| Fiber Optic | Ultra-thin probe compatibility | Lower transmission efficiency | Micro inspection |
| Infrared | Low-light capability | Limited applications | Specialized inspection |
| UV | Fluorescent crack detection | Specialized usage | Aerospace FPI inspection |
Why Illumination Becomes More Difficult in Small Probes
As probe diameter decreases, illumination becomes increasingly challenging because:
There is less physical space for LEDs
Heat management becomes difficult
Optical transmission efficiency decreases
Power delivery is more limited
This is why ultra-thin probes often have lower brightness compared with larger probes.
Inspection Distance and Illumination
Inspection distance strongly affects lighting performance.
Larger probes generally provide:
Stronger illumination
Better long-distance visibility
Improved image brightness
Ultra-thin probes are typically optimized for short-range inspection.
Reflection and Glare Control
Industrial inspection surfaces are often reflective.
Improper illumination may cause:
Image glare
Overexposure
Reflection artifacts
Reduced defect visibility
Modern videoscope systems often include adjustable brightness control to optimize image visibility.
Future Trends in Videoscope Illumination
Modern illumination development focuses on:
Higher LED efficiency
Miniaturized lighting systems
Improved heat management
Specialized spectral lighting
Adaptive illumination control
These technologies continue improving inspection visibility and image quality in compact probe systems.
Conclusion
Illumination technology plays a critical role in industrial videoscope performance.
LED systems dominate modern industrial inspection due to their brightness and efficiency, while fiber optic illumination remains essential for ultra-thin probe applications.
Specialized technologies such as UV and infrared illumination support advanced inspection methods in aerospace and industrial applications.
The ideal illumination solution depends on probe diameter, inspection environment, and application requirements.
FAQ
Why is illumination important in a videoscope?
Without sufficient illumination, the camera cannot capture clear images inside dark industrial inspection environments.
What is the most common illumination technology?
LED illumination is the most common technology used in modern industrial videoscopes.
Why do ultra-thin probes often use fiber illumination?
Ultra-thin probes have very limited internal space, making direct LED integration difficult.
Are larger probes brighter?
Generally yes. Larger probes can support stronger illumination systems and better heat management.
What is UV illumination used for?
UV illumination is commonly used for fluorescent penetrant inspection and crack detection applications.
Can illumination affect image quality?
Yes. Proper illumination directly affects brightness, contrast, defect visibility, and overall inspection clarity.
Why do reflective surfaces create inspection problems?
Highly reflective surfaces can create glare and overexposure, reducing image visibility and defect detection accuracy.
Can illumination systems fail?
Yes. LEDs, fiber illumination systems, and electrical components may fail due to heat, mechanical damage, or aging.