






Turbine Blade Inspection

Industrial videoscopes for turbine blade inspection, designed for visual inspection of blade surfaces, guide vanes, cracks, corrosion, deposits, thermal damage, and hard-to-access turbine components in aviation, power generation, and industrial maintenance.
Turbine Blade Inspection with Industrial Videoscope
Turbine blade inspection is an important part of maintenance, quality control, and condition monitoring for aircraft engines, gas turbines, steam turbines, and industrial rotating equipment. Turbine blades work under high temperature, high rotational speed, airflow impact, vibration, and mechanical stress. Even small surface defects may influence efficiency, reliability, and operating safety.
Industrial videoscopes are widely used for turbine blade inspection because they allow technicians to inspect internal turbine components through small access openings without unnecessary disassembly. With flexible probes, high-resolution imaging, adjustable illumination, and articulation control, a videoscope helps operators observe blade surfaces, guide vanes, combustion areas, cooling channels, and other hard-to-access internal structures.
Why Turbine Blade Inspection Is Important
Turbine blades are critical components in many high-value machines. Damage or degradation can lead to reduced performance, increased vibration, higher fuel consumption, unplanned downtime, or serious mechanical failure. Regular visual inspection helps maintenance teams detect problems at an early stage and plan suitable corrective actions.
Typical goals of turbine blade inspection include:
Detecting cracks, corrosion, erosion, deposits, and surface damage
Checking leading edges, trailing edges, blade roots, and attachment areas
Identifying thermal damage, discoloration, coating loss, or burned areas
Inspecting guide vanes, nozzle guide vanes, combustion chambers, and compressor sections
Documenting inspection results for maintenance records and quality assurance
Reducing unnecessary disassembly and supporting faster maintenance decisions
How Industrial Videoscopes Are Used in Turbine Blade Inspection
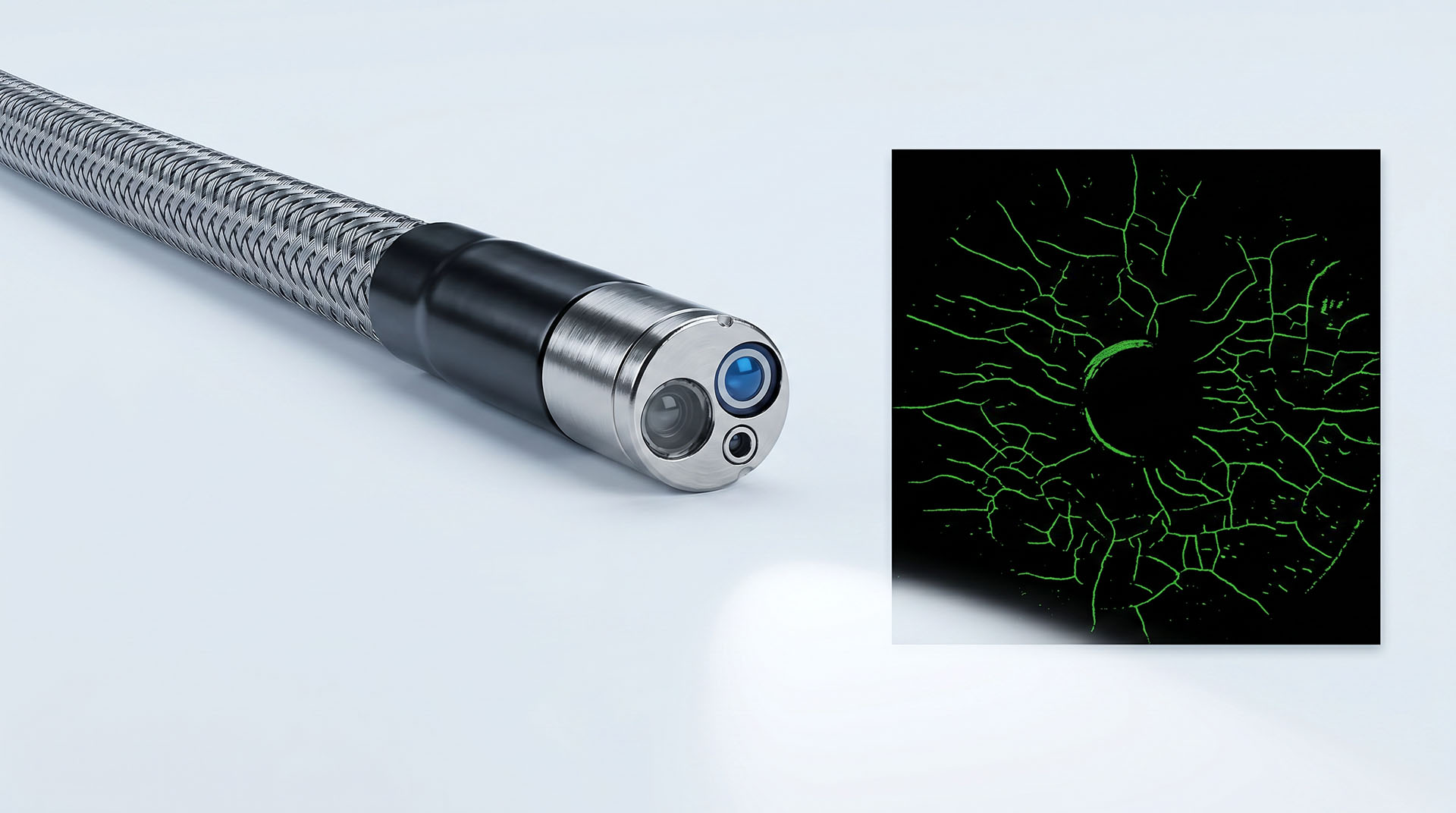
An industrial videoscope uses a flexible insertion probe with a camera and illumination at the distal end. The probe is inserted through a borescope port, service opening, inspection hole, or other available access point. The operator then steers the probe tip toward the turbine blade area and observes the live image on the videoscope screen.
Depending on the turbine structure, the inspection may include:
Turbine blade surfaces
Leading edges and trailing edges
Blade roots and attachment areas
Guide vanes and nozzle guide vanes
Combustion chamber areas
Compressor blades and stator vanes
Cooling holes and internal channels
Accessible casing and housing areas
Photos and videos can be saved during inspection for documentation, comparison, reporting, and maintenance planning.
Typical Defects Found During Turbine Blade Inspection
1. Cracks
Cracks may appear on blade surfaces, edges, roots, or high-stress areas. They can be caused by fatigue, thermal cycling, vibration, impact, or material stress. A clear videoscope image helps operators identify suspicious lines, openings, or surface discontinuities.
2. Corrosion
Corrosion may occur in turbines exposed to moisture, aggressive gases, fuel residues, chemicals, or harsh operating environments. Videoscope inspection helps identify pitting, oxidation, surface degradation, and corrosion marks on blades and surrounding components.
3. Erosion and Wear
Dust, sand, particles, combustion products, and high-speed airflow can cause erosion on blade surfaces and edges. Erosion may change the blade profile and reduce turbine efficiency over time.
4. Deposits and Contamination
Deposits may build up on turbine blades, compressor blades, combustion areas, or guide vanes. These deposits can affect airflow, heat transfer, and operating performance. Videoscope inspection helps evaluate deposit location and severity.
5. Thermal Damage
High-temperature operation may cause discoloration, coating loss, burned areas, deformation, or surface changes. Videoscopes are useful for checking visible thermal stress in combustion and turbine sections.
6. Foreign Object Damage
Foreign object damage may appear as dents, scratches, missing material, impact marks, or edge damage. In aviation and gas turbine applications, early detection of this type of damage is especially important.
Choosing the Right Videoscope for Turbine Blade Inspection
Probe Diameter
The probe diameter must match the access opening. For many turbine inspection tasks, 4 mm and 6 mm probes are commonly used when access allows. Smaller probes may be required for narrow access points, but they are generally more delicate and require careful handling.
Probe Length
The probe length should be long enough to reach the target area without being unnecessarily difficult to handle. Large turbines or deep inspection paths may require longer probes.
Articulation
Articulation is important for turbine inspection because internal geometry is often complex. A 4-way articulating probe allows the operator to steer the camera tip in multiple directions and inspect blade surfaces, edges, and hidden areas more effectively.
Viewing Direction
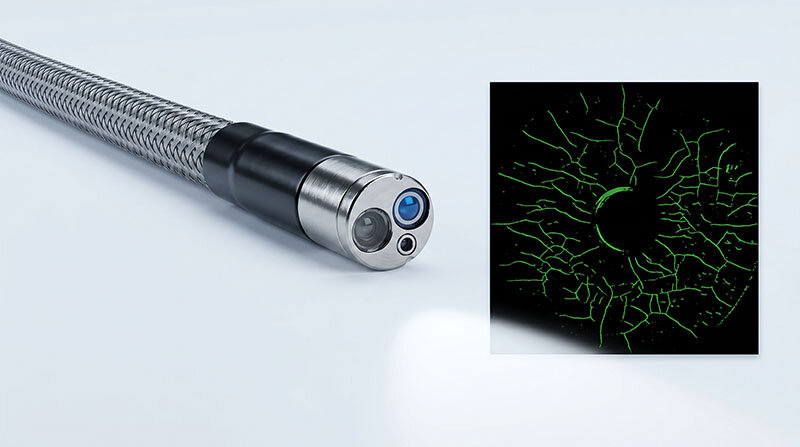
Forward-view probes are useful for approaching the target area directly. Side-view inspection can be helpful when blade surfaces or internal walls are located along the side of the access path. Dual camera probes can provide both forward and side views without changing adapters.
Image Quality and Illumination
High-resolution imaging and adjustable lighting help operators identify small defects, surface changes, cracks, deposits, and corrosion. Good illumination is especially important in dark turbine cavities where natural light is not available.
Typical Turbine Blade Inspection Workflow
Review the inspection requirement: Confirm turbine type, target area, access point, inspection depth, and documentation needs.
Select the correct probe: Choose the probe diameter, length, articulation type, and viewing direction based on the actual application.
Check the videoscope system: Confirm image quality, illumination, battery status, storage capacity, and articulation function before use.
Prepare the inspection area: Make sure the turbine is safe for inspection and the temperature is within the allowed probe operating range.
Insert the probe carefully: Avoid forcing the probe through tight areas, sharp edges, or rough internal surfaces.
Inspect target components: Check turbine blades, guide vanes, edges, roots, cooling holes, and nearby internal structures.
Capture images and videos: Record relevant defects, suspicious areas, and overview images for documentation.
Document the findings: Save inspection results with location, defect type, image records, and recommended follow-up actions.
Clean and store the probe: After inspection, clean the probe according to the manufacturer’s instructions and store it properly.
Common Challenges in Turbine Blade Inspection
Turbine blade inspection can be technically demanding because the inspection environment is often narrow, dark, hot, and difficult to access. Selecting the correct videoscope configuration is essential for reliable inspection results.
Limited access through small inspection ports
Complex internal geometry and hidden blade areas
High-temperature components after operation
Reflective metallic surfaces affecting image clarity
Dark internal areas requiring strong illumination
Need for accurate defect documentation
Risk of probe damage from sharp edges or rough surfaces
Best Practices for Turbine Blade Videoscope Inspection
Confirm the actual access size before selecting the probe diameter
Use a larger and more durable probe when access conditions allow
Use articulation carefully and avoid pulling the probe while the tip is bent
Check the inspection area temperature before inserting the probe
Adjust brightness to avoid overexposure on reflective blade surfaces
Capture both overview images and close-up defect images
Use consistent file names and inspection records for documentation
Compare findings with previous inspection images when available
Clean the probe after use, especially after exposure to oil, dust, or deposits
Applications of Turbine Blade Inspection
Industrial videoscopes are used for turbine blade inspection across multiple industries and maintenance environments.
Aviation maintenance: Aircraft engine turbine blade, compressor section, and combustion area inspection
Power generation: Gas turbine and steam turbine maintenance inspection
Energy industry: Turbine inspection in power plants and industrial facilities
Manufacturing: Quality control of turbine components and precision parts
Maintenance service: Periodic condition monitoring and defect documentation
FAQ: Turbine Blade Inspection with Industrial Videoscope
What is turbine blade inspection?
Turbine blade inspection is the process of checking turbine blades and related internal components for visible defects such as cracks, corrosion, erosion, deposits, thermal damage, deformation, or foreign object damage.
Why use an industrial videoscope for turbine blade inspection?
An industrial videoscope allows technicians to inspect turbine blades and internal turbine sections through small access openings without unnecessary disassembly. It provides real-time visual images and supports photo and video documentation.
What defects can be found during turbine blade inspection?
Common findings include cracks, corrosion, erosion, deposits, coating loss, thermal damage, discoloration, dents, scratches, foreign object damage, and surface wear.
Which probe diameter is suitable for turbine inspection?
The suitable probe diameter depends on the access port size and inspection path. When access allows, 4 mm or 6 mm probes are commonly used because they provide a good balance between image quality, illumination, durability, and handling.
Is articulation important for turbine blade inspection?
Yes. Articulation helps the operator steer the probe tip toward blade surfaces, edges, guide vanes, cooling holes, and hidden areas. A 4-way articulating probe is often useful for complex turbine geometry.
Do turbine inspections require a side-view camera?
Side-view inspection can be helpful when the target surface is located along the side of the insertion path. Dual camera probes can be useful because they allow operators to switch between forward view and side view without changing adapters.
Can videoscope inspection replace full disassembly?
Videoscope inspection can reduce unnecessary disassembly and support faster maintenance decisions. However, if serious damage is found, further inspection, repair, or disassembly may still be required according to the maintenance procedure.
What should be checked before inserting the videoscope probe?
Before insertion, users should check the access size, inspection path, temperature, probe condition, battery level, storage capacity, illumination, articulation function, and whether the turbine is safe for inspection.
Can high temperature damage the videoscope probe?
Yes. Videoscope probes should only be used within their specified temperature range. In turbines, engines, and boilers, the inspection area should be cooled or verified before the probe is inserted.
How should turbine blade inspection results be documented?
Inspection results should include clear images or videos, defect location, defect type, inspection date, equipment information, operator notes, and recommended follow-up actions. Consistent documentation helps compare future inspection results.