






Pipeline Weld Inspection

Industrial videoscopes for pipeline weld inspection, designed for visual inspection of internal weld seams, root defects, cracks, porosity, corrosion, burrs, deposits, and hard-to-access pipe sections in industrial pipeline maintenance and quality control.
Pipeline Weld Inspection with Industrial Videoscope
Pipeline weld inspection is an important quality control and maintenance process for industrial pipelines, process piping, pressure systems, boiler tubes, heat exchanger tubes, and welded pipe assemblies. Weld seams are critical areas where defects may appear during manufacturing, installation, repair, or long-term operation.
Industrial videoscopes are widely used for internal pipeline weld inspection because they allow inspectors to visually examine internal weld seams, root areas, cracks, porosity, corrosion, burrs, deposits, and other hard-to-access defects without cutting the pipe or performing unnecessary disassembly.
Why Pipeline Weld Inspection Is Important
Weld quality has a direct impact on pipeline reliability, sealing performance, flow efficiency, and operational safety. Even small weld defects may lead to leakage, stress concentration, corrosion growth, contamination buildup, or future mechanical failure.
Typical goals of pipeline weld inspection include:
Checking internal weld seams and root areas
Detecting cracks, porosity, undercut, burrs, and incomplete penetration
Inspecting corrosion, deposits, and internal surface condition
Verifying weld quality after fabrication or repair
Checking difficult-to-access pipe sections without cutting the pipe
Documenting inspection results with photos and videos
How Industrial Videoscopes Are Used in Pipeline Weld Inspection
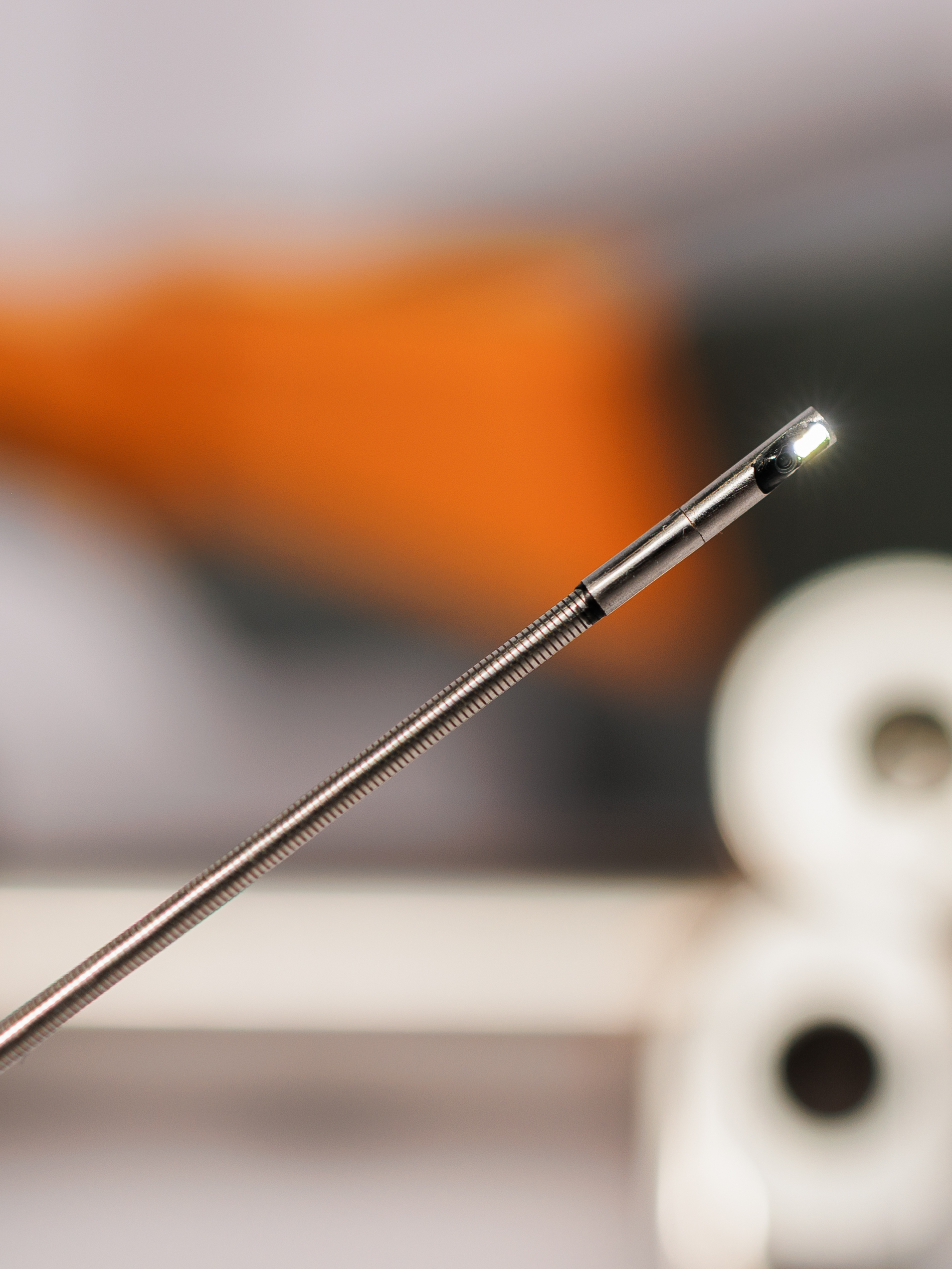
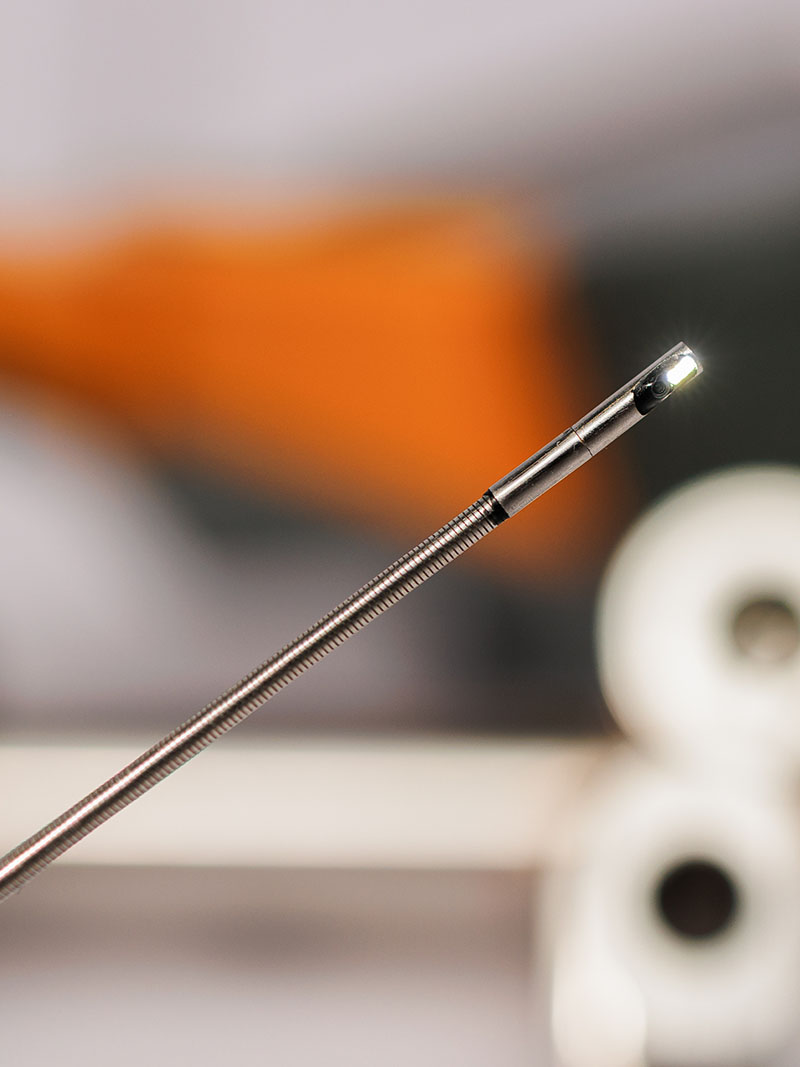
An industrial videoscope uses a flexible probe with a camera and illumination at the distal end. The probe is inserted into the pipe through an open end, inspection port, branch connection, service opening, or accessible pipe section. The operator then moves the probe toward the weld area and observes the internal weld condition on the videoscope screen.
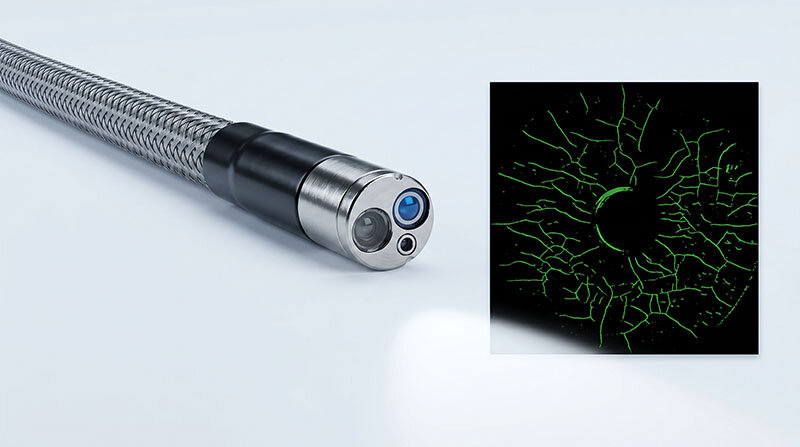
Depending on the pipe diameter, weld position, and inspection requirement, the operator may use a forward-view probe, side-view probe, or dual-camera probe. For internal weld inspection, side-view or dual-camera probes are often helpful because many weld defects are located on the pipe wall rather than directly in front of the probe.
Typical Pipeline Weld Defects Found by Videoscope Inspection
1. Root Defects
Root defects are commonly inspected from the inside of the pipe. They may include incomplete penetration, irregular root shape, root concavity, excessive penetration, or lack of fusion. Videoscope inspection helps operators visually evaluate the internal weld root condition.
2. Cracks
Cracks may appear near the weld seam, heat-affected zone, or internal pipe wall. They can be caused by welding stress, thermal cycling, vibration, corrosion fatigue, or material defects. A clear videoscope image helps identify suspicious lines or surface discontinuities.
3. Porosity
Porosity may appear as small holes or cavities in the weld surface. It can be caused by trapped gas during welding. Internal porosity can affect weld integrity and should be documented for further evaluation.
4. Undercut and Surface Irregularities
Undercut, uneven weld bead shape, sharp edges, and irregular weld surfaces may create stress concentration or flow disturbance. Videoscope inspection helps assess the visible weld surface from inside the pipe.
5. Burrs and Welding Residues
Burrs, spatter, slag residues, or sharp internal edges may remain after welding or machining. These defects can affect flow, collect contamination, or damage inspection probes during later maintenance.
6. Corrosion Around Weld Seams
Weld areas may be more sensitive to corrosion because of material changes, heat-affected zones, or local flow conditions. Videoscope inspection helps identify corrosion marks, pitting, discoloration, or material loss near weld seams.
7. Deposits and Blockages
Deposits, scale, sludge, oil residues, or process contamination may build up around weld seams or pipe bends. These conditions can reduce flow efficiency and may hide weld defects if not cleaned before inspection.
Choosing the Right Videoscope for Pipeline Weld Inspection
Probe Diameter
The probe diameter should be selected according to the pipe inner diameter and access conditions. A larger probe usually provides better image quality, illumination, and durability, but it must still pass through the pipe and any bends or restrictions.
Probe Length
The probe length should be long enough to reach the target weld seam. For short pipe sections, a compact probe may be sufficient. For long pipelines or deeper inspection points, a longer probe is required.
Articulation
Articulation helps the operator steer the probe tip toward the weld seam, pipe wall, bends, and hidden areas. A 2-way or 4-way articulating probe can improve inspection coverage, especially in larger pipes or complex pipe routes.
Viewing Direction
Forward-view probes are useful for navigation and general pipe inspection. Side-view probes or dual-camera probes are often more suitable for weld seam inspection because they allow the operator to observe the pipe wall and internal weld bead directly.
Image Quality and Illumination
High-resolution imaging and adjustable brightness are important for detecting cracks, porosity, corrosion, burrs, and surface irregularities. Reflective metal surfaces may cause glare, so adjustable illumination helps improve image clarity.
Typical Pipeline Weld Inspection Workflow
Confirm the inspection requirement: Identify the pipe size, weld location, access point, inspection depth, and required documentation.
Select the correct probe: Choose probe diameter, length, articulation, and viewing direction based on the actual pipe geometry.
Check the videoscope system: Confirm image quality, illumination, battery level, storage capacity, and probe condition before inspection.
Prepare the pipe section: Make sure the pipeline is safe, depressurized, cooled, cleaned, and suitable for inspection.
Insert the probe carefully: Avoid forcing the probe through sharp edges, weld burrs, tight bends, or blocked areas.
Navigate to the weld seam: Use forward view for navigation and side view or articulation for detailed weld observation.
Inspect the weld area: Check root condition, cracks, porosity, corrosion, deposits, burrs, and surface irregularities.
Capture images and videos: Record clear evidence of defects, reference areas, and overall weld condition.
Document the findings: Save inspection results with weld location, pipe number, defect type, image records, and recommended follow-up actions.
Clean and store the probe: After inspection, clean the probe according to the manufacturer’s instructions and store it properly.
Benefits of Videoscope Inspection for Pipeline Welds
Allows internal weld inspection without cutting the pipe
Supports fast visual checking of root defects and weld surface condition
Helps detect cracks, porosity, corrosion, burrs, and residues
Improves inspection documentation with photos and videos
Reduces unnecessary disassembly and downtime
Supports quality control during fabrication, installation, and maintenance
Provides useful visual evidence for repair decisions
Common Challenges in Pipeline Weld Inspection
Pipeline weld inspection can be challenging because weld areas are often located deep inside pipes, behind bends, or in restricted spaces. The internal surface may also be dark, reflective, contaminated, or rough.
Limited access through small pipe openings
Long inspection distance to the target weld seam
Pipe bends or restrictions that make probe movement difficult
Reflective metal surfaces causing glare
Weld burrs or sharp edges that may damage the probe
Oil, water, scale, or deposits reducing visibility
Need for accurate weld location and defect documentation
Best Practices for Pipeline Weld Videoscope Inspection
Confirm pipe inner diameter before selecting the probe
Use the largest suitable probe when access allows
Use side-view or dual-camera probes for detailed weld wall inspection
Do not force the probe through sharp weld edges or blocked sections
Adjust brightness to reduce glare on reflective pipe walls
Capture both overview images and close-up defect images
Use consistent pipe numbers, weld numbers, and file names
Clean the pipe section when deposits or oil affect visibility
Clean and inspect the probe after use, especially after contact with weld burrs or rough surfaces
Applications of Pipeline Weld Inspection
Industrial videoscopes are used for pipeline weld inspection in many industries where internal weld quality and pipe condition are important.
Process piping: internal weld seam inspection in chemical, pharmaceutical, and food processing systems
Power plants: boiler tube, heat exchanger tube, and steam pipeline weld inspection
Oil and gas: pipeline weld inspection, corrosion checks, and maintenance documentation
Manufacturing: quality control of welded pipe assemblies and pressure components
Maintenance service: internal inspection of repaired welds and aging pipeline sections
FAQ: Pipeline Weld Inspection with Industrial Videoscope
What is pipeline weld inspection?
Pipeline weld inspection is the process of checking welded pipe joints for visible defects such as root defects, cracks, porosity, undercut, corrosion, burrs, deposits, and surface irregularities.
Why use an industrial videoscope for pipeline weld inspection?
An industrial videoscope allows inspectors to view internal weld seams and pipe walls through small access openings without cutting or dismantling the pipe. It provides live visual inspection and supports photo or video documentation.
What weld defects can a videoscope detect?
A videoscope can help identify visible defects such as root irregularities, cracks, porosity, incomplete penetration, undercut, burrs, weld spatter, corrosion, deposits, and contamination in accessible internal areas.
Can videoscope inspection replace all weld inspection methods?
No. Videoscope inspection is mainly used for visual inspection of accessible internal surfaces. It can complement other methods such as X-ray testing, ultrasonic testing, pressure testing, leak testing, or dye penetrant testing when required.
Which probe is suitable for pipeline weld inspection?
The suitable probe depends on pipe inner diameter, inspection distance, weld position, and access condition. Side-view or dual-camera probes are often useful for inspecting weld seams along the pipe wall.
Is articulation necessary for pipeline weld inspection?
Articulation is helpful when the weld seam is not directly in front of the probe or when the pipe has bends, complex geometry, or hidden areas. It allows the operator to steer the camera tip toward the weld surface.
When should a side-view probe be used?
A side-view probe is useful when the inspection target is located on the pipe wall, such as internal weld seams, root areas, corrosion marks, or deposits. It provides a better viewing angle for wall inspection than forward view alone.
What should be checked before inserting the probe?
Before inspection, users should check pipe diameter, access path, weld location, pipe cleanliness, temperature, probe condition, battery level, illumination, storage capacity, and whether sharp burrs or blockages may damage the probe.
Can weld burrs damage a videoscope probe?
Yes. Sharp weld burrs, rough weld seams, and metal edges can scratch or damage the probe surface. The probe should be inserted carefully, and users should avoid forcing it through rough or restricted areas.
How should pipeline weld inspection results be documented?
Inspection results should include pipe number, weld number, defect location, defect type, clear images or videos, inspection date, operator notes, and recommended follow-up actions. Consistent documentation helps support quality control and maintenance decisions.