






Automotive Casting Inspection
Industrial videoscopes for automotive casting inspection, designed for visual inspection of internal cavities, pores, cracks, inclusions, burrs, sand residues, and hard-to-access structures in cast engine, transmission, and chassis components.
Automotive Casting Inspection with Industrial Videoscope
Automotive casting inspection is an important quality control process for cast engine parts, transmission housings, pump bodies, turbocharger components, cylinder heads, intake manifolds, brake parts, and other metal castings used in vehicle manufacturing. Many casting defects are located inside cavities, channels, and complex internal structures where direct visual inspection is not possible.
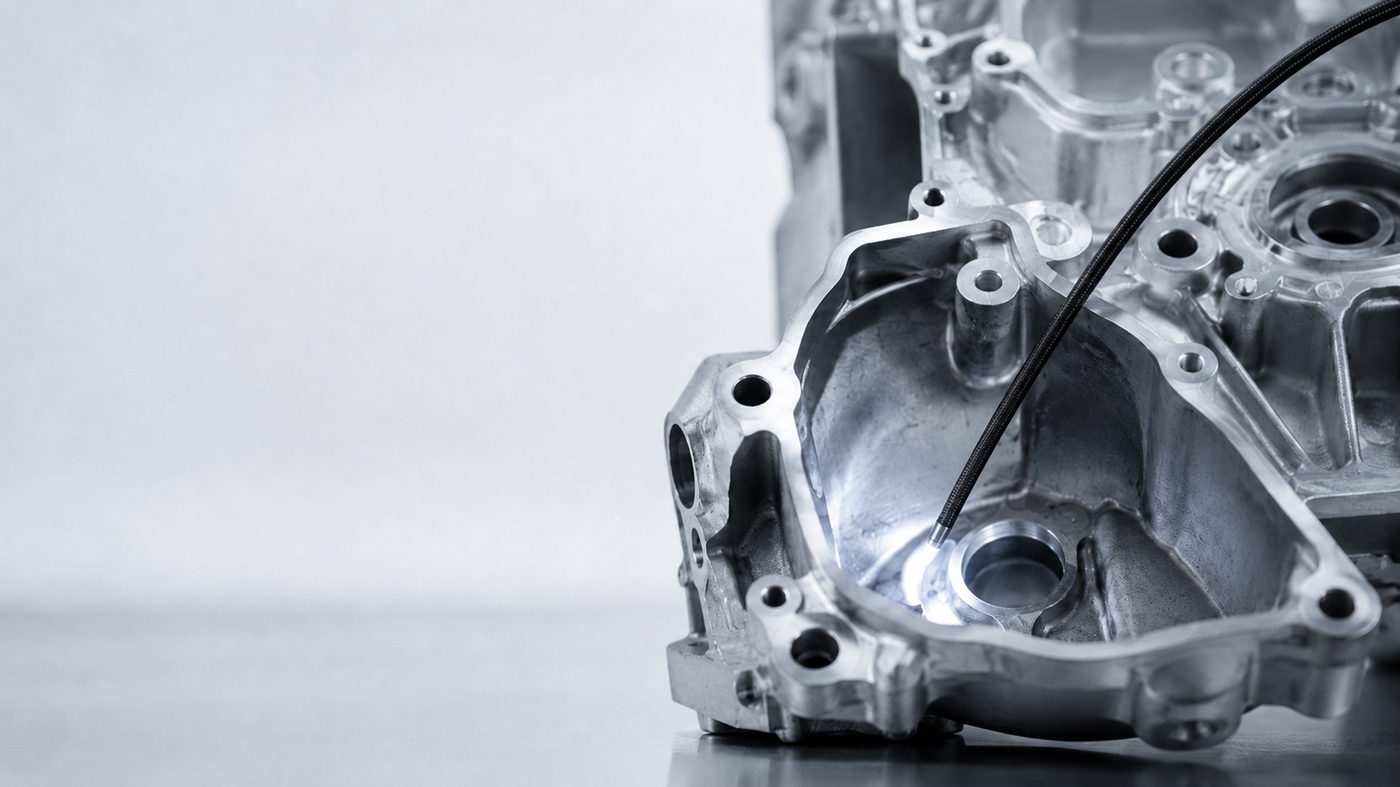
Industrial videoscopes provide a practical solution for inspecting internal casting areas without cutting, sectioning, or unnecessary disassembly. With flexible probes, compact camera heads, adjustable illumination, and image documentation, videoscopes help manufacturers and quality teams detect visible casting defects in hard-to-access areas.
Why Automotive Casting Inspection Is Important
Automotive castings are widely used because they can form complex shapes with high production efficiency. However, casting processes may create internal defects that are difficult to detect from the outside. If these defects are not found early, they may affect part performance, assembly quality, sealing reliability, oil flow, cooling efficiency, or long-term durability.
Typical inspection goals include:
Checking internal cavities and hidden structures
Finding pores, cracks, inclusions, burrs, and sand residues
Inspecting oil channels, cooling channels, and narrow passages
Verifying casting cleanliness before assembly
Reducing destructive testing during routine quality checks
Documenting inspection results for production and quality records
How Industrial Videoscopes Are Used in Automotive Casting Inspection
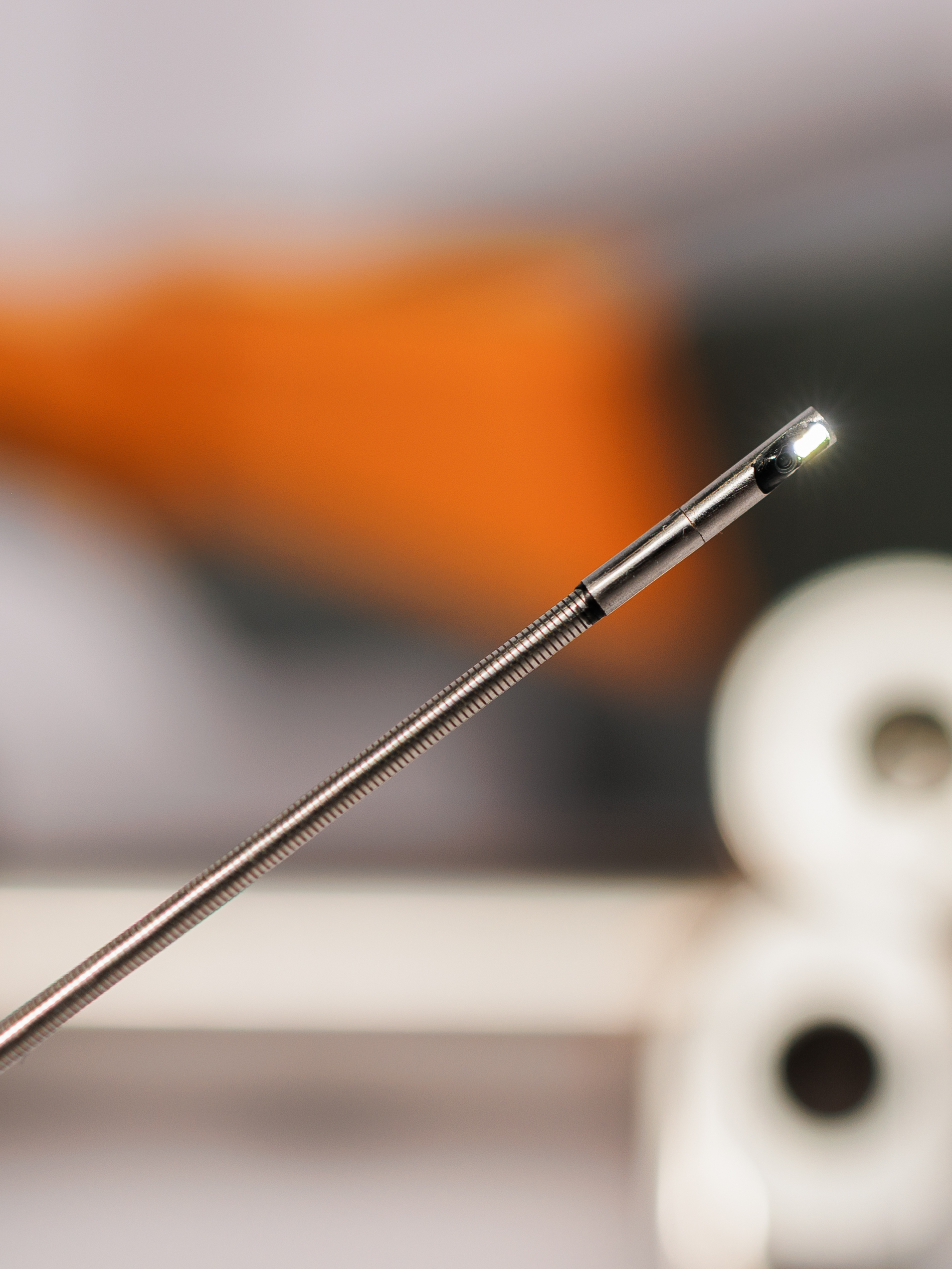
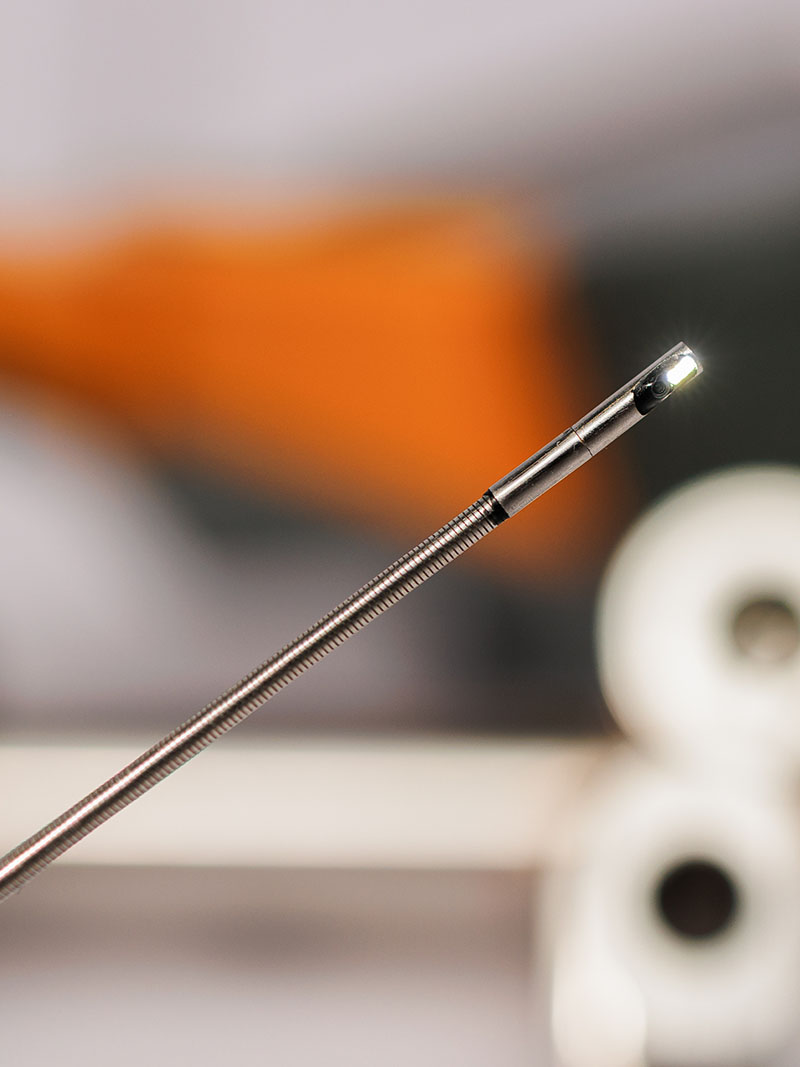
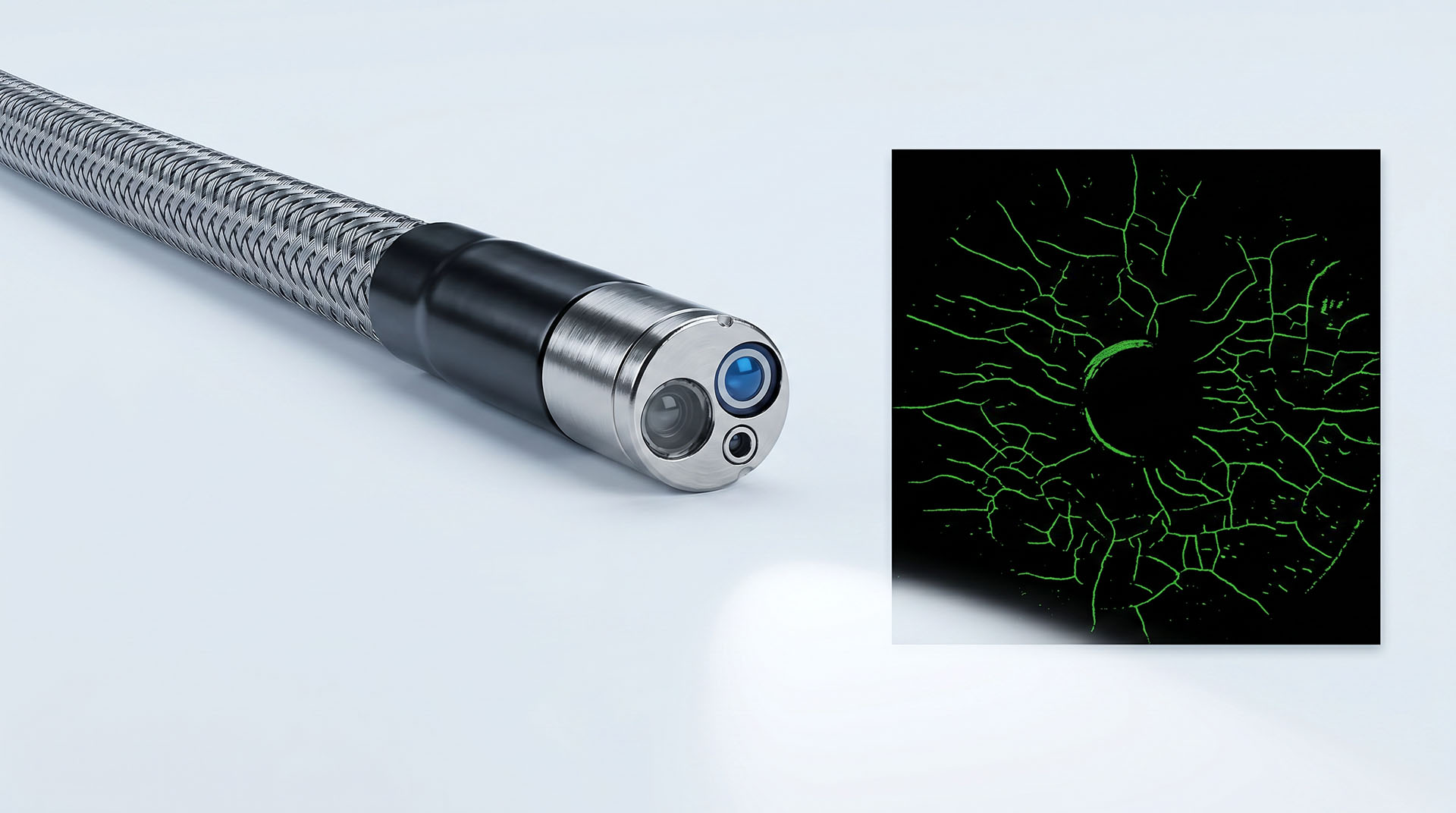
An industrial videoscope uses a flexible probe with a miniature camera and illumination at the tip. The probe can be inserted through existing holes, channels, openings, threaded ports, machining access points, or internal passages of the casting. The operator observes the live image on the videoscope screen and records photos or videos when defects are found.
Videoscope inspection is especially useful for complex castings where internal quality cannot be fully checked from the outside. It allows inspectors to verify internal surfaces, confirm whether machining residues remain, and evaluate visible defects without damaging the component.
Common Automotive Castings Inspected by Videoscope
Cylinder heads: inspection of cooling channels, oil passages, valve areas, and internal cavities
Engine blocks: inspection of oil galleries, cooling passages, casting cavities, and internal surfaces
Transmission housings: inspection of internal walls, channels, burrs, cracks, and residues
Turbocharger housings: inspection of internal flow paths, cracks, deposits, and casting surface quality
Pump bodies: inspection of internal channels, sealing areas, burrs, and foreign particles
Intake and exhaust components: inspection of internal passages, casting quality, and surface defects
Brake and chassis components: inspection of cavities, cracks, pores, and manufacturing defects
Typical Defects Found in Automotive Casting Inspection
1. Porosity
Porosity is one of the most common casting defects. It may appear as small holes, cavities, or voids on internal surfaces. Porosity can be caused by trapped gas, shrinkage, or process-related issues. Videoscope inspection helps operators visually identify pores in accessible internal areas.
2. Cracks
Cracks may occur during casting, cooling, machining, heat treatment, or handling. Internal cracks are especially difficult to find without suitable inspection tools. A videoscope can help identify visible cracks inside cavities, channels, and hard-to-access surfaces.
3. Inclusions
Inclusions are unwanted foreign materials trapped inside the casting. They may include slag, oxide, sand, or other particles. Inclusions can affect surface quality, strength, flow channels, and component reliability.
4. Burrs and Sharp Edges
Burrs may remain after machining, drilling, deburring, or casting cleanup. In automotive components, burrs inside oil channels, hydraulic passages, and cooling channels may create flow restrictions or contaminate the system during operation.
5. Sand Residues
Sand casting processes may leave sand residues inside internal cavities or channels. Remaining sand can cause contamination, blockage, abrasion, or later system failure if not removed before assembly.
6. Surface Defects
Surface defects may include rough casting surfaces, cold shuts, shrinkage marks, erosion marks, or irregular internal surfaces. Videoscope inspection helps evaluate the visible condition of internal areas that cannot be directly accessed.
7. Blockages and Contamination
Oil channels, cooling channels, and narrow internal passages may be partially blocked by residues, chips, dirt, or process contamination. Videoscope inspection helps verify whether the passage is open and clean.
Choosing the Right Videoscope for Automotive Casting Inspection
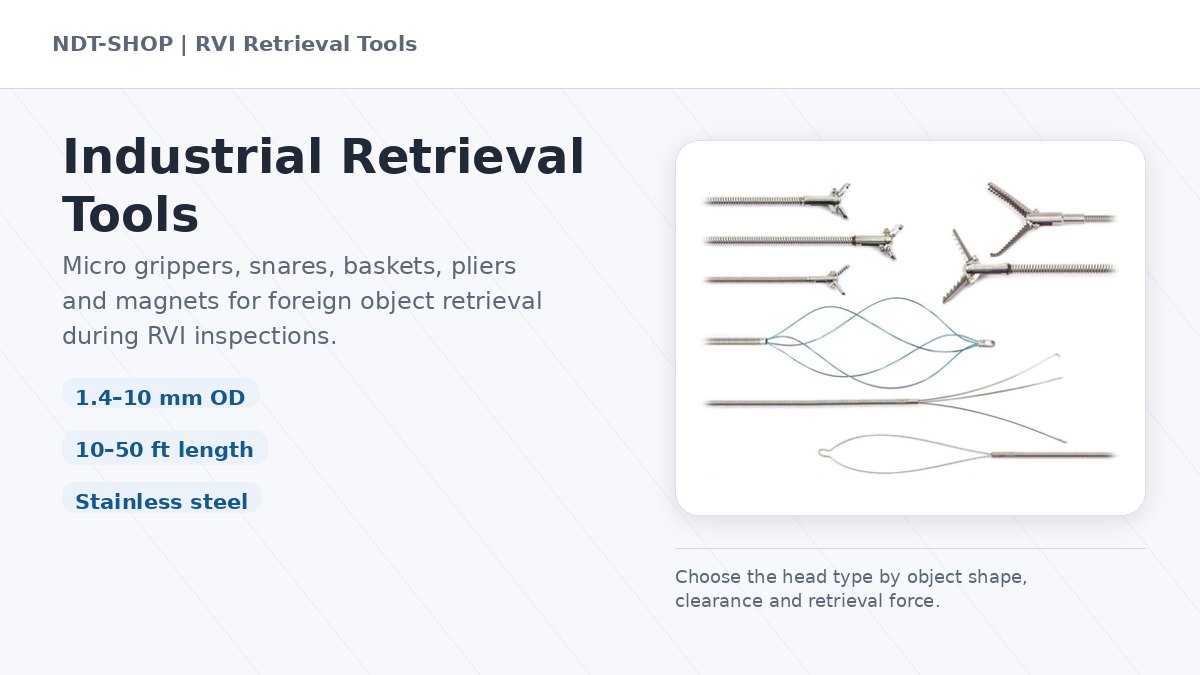
Probe Diameter
The probe diameter should match the access opening and internal channel size. Smaller probes are useful for narrow holes and micro channels, while larger probes generally offer better durability, illumination, and image quality when access allows.
Probe Length
The probe length should be selected according to the depth of the casting cavity or channel. For small automotive parts, short probes may be sufficient. For larger engine blocks, transmission housings, or long channels, a longer probe may be required.
Articulation
Articulation allows the probe tip to bend and steer inside the casting. This is helpful when the target area is not directly in front of the access point. A 2-way or 4-way articulating probe can improve inspection coverage in complex internal structures.
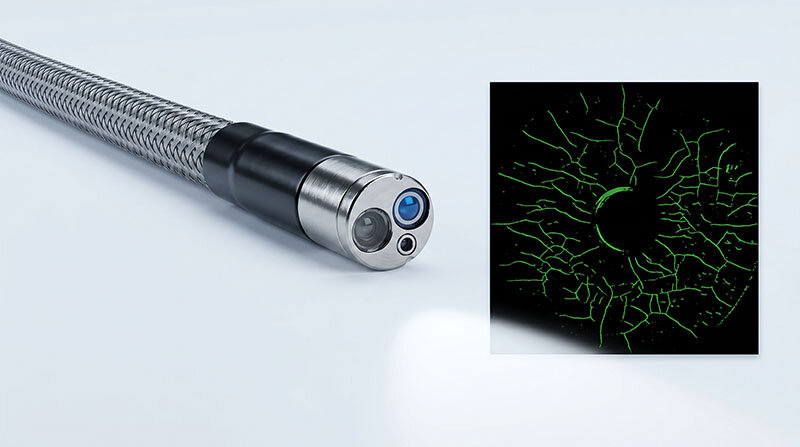
Viewing Direction
Forward-view probes are suitable for inspecting directly ahead inside channels or holes. Side-view or dual-camera probes may be useful when the inspection target is located on the side wall of a cavity, bore, or internal passage.
Image Quality and Illumination
Good image quality and adjustable brightness are important for identifying pores, cracks, burrs, residues, and surface defects. Bright metallic surfaces may reflect light, so adjustable illumination helps improve visibility and reduce overexposure.
Typical Automotive Casting Inspection Workflow
Confirm the inspection target: Define the casting type, internal area, defect type, access point, and documentation requirement.
Select the correct probe: Choose probe diameter, length, articulation, and viewing direction based on the actual part geometry.
Check the videoscope system: Confirm image quality, illumination, battery status, storage capacity, and probe condition before inspection.
Prepare the casting: Remove loose dirt, chips, oil, or residues that may affect visibility or damage the probe.
Insert the probe carefully: Avoid forcing the probe through sharp edges, burrs, or tight bends.
Inspect internal areas: Check cavities, channels, walls, corners, holes, and machined surfaces for visible defects.
Capture images or videos: Document defects, suspicious areas, and reference images for quality records.
Evaluate the findings: Classify visible defects according to internal quality standards or customer requirements.
Clean and store the probe: After inspection, clean the probe and store it in the protective case.
Benefits of Videoscope Inspection for Automotive Castings
Allows internal visual inspection without cutting the part
Helps detect pores, cracks, burrs, residues, and inclusions
Supports fast quality checks during production and sampling
Improves documentation with photos and videos
Reduces unnecessary destructive testing
Supports root cause analysis for casting and machining issues
Helps verify cleanliness before assembly
Common Challenges in Automotive Casting Inspection
Automotive castings often have complex shapes, narrow internal passages, rough surfaces, and reflective metal areas. These conditions can make inspection more difficult and may require careful probe selection.
Limited access through small holes or narrow channels
Complex internal geometry and hidden surfaces
Rough casting surfaces that may scratch the probe
Burrs or sharp edges after machining
Reflective surfaces causing glare or overexposure
Oil, dust, chips, or sand residues affecting image clarity
Need for consistent defect documentation
Best Practices for Automotive Casting Videoscope Inspection
Confirm access size before selecting probe diameter
Use a larger and more durable probe when the part geometry allows
Use ultra-thin probes only when the access opening requires them
Avoid forcing the probe against burrs, sharp corners, or rough surfaces
Adjust brightness to reduce reflection on metal surfaces
Capture both overview images and close-up defect images
Use consistent file names and inspection records
Clean the probe after exposure to oil, chips, sand, or dust
Train operators to distinguish casting defects from normal surface texture
FAQ: Automotive Casting Inspection with Industrial Videoscope
What is automotive casting inspection?
Automotive casting inspection is the process of checking cast vehicle components for internal and external defects such as pores, cracks, inclusions, burrs, sand residues, contamination, and surface irregularities.
Why use an industrial videoscope for automotive casting inspection?
An industrial videoscope allows inspectors to view internal cavities, holes, channels, and hard-to-access structures without cutting or damaging the part. It is useful for quality control, production inspection, and defect documentation.
What casting defects can a videoscope detect?
A videoscope can help detect visible defects such as porosity, cracks, inclusions, burrs, sand residues, contamination, surface defects, blockages, and machining residues in accessible internal areas.
Which automotive parts can be inspected with a videoscope?
Common parts include cylinder heads, engine blocks, transmission housings, turbocharger housings, pump bodies, intake manifolds, exhaust components, brake parts, and other cast metal components with internal cavities or channels.
Can videoscope inspection replace all other casting inspection methods?
No. Videoscope inspection is mainly used for visual inspection of accessible internal areas. It can complement other inspection methods such as X-ray inspection, pressure testing, dimensional inspection, ultrasonic testing, or destructive testing when required.
Which probe diameter is suitable for casting inspection?
The suitable probe diameter depends on the access opening and internal channel size. Smaller probes are required for narrow passages, while larger probes are preferred when access allows because they usually provide better durability, illumination, and image quality.
Is articulation necessary for automotive casting inspection?
Articulation is useful when the target area is not directly in front of the access opening. It helps operators steer the camera tip toward side walls, corners, hidden areas, and complex internal surfaces.
When is a side-view or dual-camera probe useful?
Side-view or dual-camera probes are useful when the inspection target is located along the side wall of a bore, channel, or cavity. They can improve inspection efficiency without frequently changing adapters.
What should be checked before inserting the probe?
Before inspection, users should check the access size, internal path, probe condition, illumination, image quality, battery level, and whether the part contains sharp burrs, loose chips, sand, oil, or contamination.
How should casting inspection results be documented?
Inspection results should include clear photos or videos, defect location, part number, inspection date, defect type, operator notes, and follow-up action. Consistent documentation helps quality teams track production issues and compare inspection results.